Definisi GMAW
Proses penyambungan dua material logam atau lebih menjadi satu melalui proses pencairan setempat, dengan menggunakan elektroda (wire rodfiller metal) yang sama dengan logam dasarnya (base metal) dan menggunakan gas pelindung (inert gas).
Gas Shielded Welding
Proses penyambungan dua material logam atau lebih menjadi satu melalui proses pencairan setempat, dengan menggunakan elektroda (wire rodfiller metal) yang sama dengan logam dasarnya (base metal) dan menggunakan gas pelindung (inert gas).
Gas Shielded Welding

Sejarah dan perkembangan GMAW
Proses las MIG sukses dikembangkan oleh Battele Memorial Institute pada tahun 1948 dengan sponsor Air Reduction Company. Las MIG pertama kali dipatenkan pada tahun 1949 di Amerika Serikat untuk pengelasan alumunium. Keunggulannya adalah penggunaan elektroda yang berdiameter lebih kecil dan sumber daya tegangan konstan (constant-voltage power source) yang telah dipatenkan sebelumnya oleh H.E. Kennedy.
Pada tahun 1953, Lyubavskii dan Novoshilov mengumumkan penggunaan proses las MIG menggunakan gas CO2 sebagai gas pelindung. Mereka juga menggunakan gas CO2 untuk mengelas besi karbon. Gas CO2 dicampur dengan Gas Argon yang dikenal sebagai Metal Active Gas (MAG), yang kemudian berkembang menjadi proses las MAG.
Contoh Aplikasi GMAW
Proses las MIG sukses dikembangkan oleh Battele Memorial Institute pada tahun 1948 dengan sponsor Air Reduction Company. Las MIG pertama kali dipatenkan pada tahun 1949 di Amerika Serikat untuk pengelasan alumunium. Keunggulannya adalah penggunaan elektroda yang berdiameter lebih kecil dan sumber daya tegangan konstan (constant-voltage power source) yang telah dipatenkan sebelumnya oleh H.E. Kennedy.
Pada tahun 1953, Lyubavskii dan Novoshilov mengumumkan penggunaan proses las MIG menggunakan gas CO2 sebagai gas pelindung. Mereka juga menggunakan gas CO2 untuk mengelas besi karbon. Gas CO2 dicampur dengan Gas Argon yang dikenal sebagai Metal Active Gas (MAG), yang kemudian berkembang menjadi proses las MAG.
Contoh Aplikasi GMAW

Proses Pengelasan GMAW memiliki performance dan hasil yang sangat baik.
Pada umumnya proses pengelasan GMAW memiliki beberapa kelebihan dan kekurangan, yaitu :
Pada umumnya proses pengelasan GMAW memiliki beberapa kelebihan dan kekurangan, yaitu :
Kelebihan GMAW
|
Kekurangan GMAW
|
Efisiensi tinggi dan proses pengerjaannya cepat
|
Wire-feeder memerlukan pengontrolan yang continuo
|
Dapat digunakan untuk semua posisi pengelasan (welding position).
|
|
Tidak menghasilkan slag atau terak, layaknya yang terjadi pada las
SMAW/MMAW.
|
Sewaktu waktu dapat terjadi Burnback
|
Memiliki jumlah deposit (deposition rates) yang lebih tinggi dibandingkan
SMAW.
|
Cacat las porositi/lubang-lubang kecil sering terjadi akibat pengunaan
gas pelindung yang kualitasnya tidak baik.
|
Membutuhkan sedikit pembersihan setelah pengelasan
|
MIG vs MAG

Proses GMAW
Proses pengelasan GMAW, panas dari proses pengelasan ini dihasilkan oleh busur las yang terbentuk diantara elektroda kawat (wire electrode) dengan benda kerja. Selama proses pengelasan, elektroda akan meleleh kemudian menjadi deposit logam las dan membentuk butiran las (weld beads). Gas pelindung digunakan untuk mencegah terjadinya oksidasi dan melindungi hasil las selama masa pembekuan (solidification).
Proses pengelasan GMAW, panas dari proses pengelasan ini dihasilkan oleh busur las yang terbentuk diantara elektroda kawat (wire electrode) dengan benda kerja. Selama proses pengelasan, elektroda akan meleleh kemudian menjadi deposit logam las dan membentuk butiran las (weld beads). Gas pelindung digunakan untuk mencegah terjadinya oksidasi dan melindungi hasil las selama masa pembekuan (solidification).

Skema Peralatan GMAW

SMAW adalah las busur listrik dengan menggunakan elektroda berselaput (fluks). Fungsifluks pada pengelasan ini adalah membentuk slag diatas hasil lasan yang berfungsi sebagai pelindung hasil lasan dari udara(Oksigen, hidrogen,dsb) selama proses las berlangsung.
Gambar proses SMAW.

Proses Kerja
Pada proses las
elektroda terbungkus,busur api listrik yang terjadi antara ujung elektro dan
logam induk (base
metal) akan menghasilkan panas. Panas inilah yang mencairkan ujung
elektroda (kawat las)
dan benda kerja secara setempat. Dengan adanya pencairan ini
maka kampuh las akan
terisi oleh logam cair yang berasal dari elektroda dan logam induk,
terbentuklah kawah
cair, lalu membeku maka terjadilah logam lasan (weldment) dan terak
(slag).
Jenis Elektroda
Elektroda untuk pengelasan SMAW ada berbagai macam (dipengaruhi oleh jenis fluks-nya, antara lain:
Elektroda untuk pengelasan SMAW ada berbagai macam (dipengaruhi oleh jenis fluks-nya, antara lain:
·
Type Cellulose
·
Type Rutile
·
Type Acid
·
Type Basic
Perbedaan dari ke-empat jenis elektroda diatas adalah pada lelehan elektroda selama proses pengelasan berlangsung, seperti gambar dibawah ini:
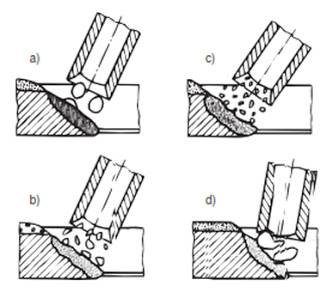
Keterangan gambar :
a. Type Cellulose
b. Type Rutile
c. Type Acid
d. Type Basic
Pemilihan jenis elektroda akan mempengaruhi kualitas dan hasil lasan, untuk itu, selain pemilihan jenis fluks, pemilihan elektroda harus disesuaikan dengan material yang akan dilas.
Arus Listrik
Arus listrik yang digunakan untuk pengelasan SMAW adalah arus DC (Direct Current) dan arus AC (Alternating Current).
Kuntungan
|
Kerugian
|
Dapat dipakai dimana saja, diluar, dibengkel & didalam air.
|
Pengelasan terbatas hanya sampai sepanjang elektoda dan harus melakukan
penyambungan.
|
Satu set dapat mengelas berbagai macam tipe dari material mild steel ke
copper alloy dengan rectifier.
|
|
Set-up yang cepat dan sangat mudah untuk diatur
|
Setiap akan melakukan pengelasan berikutnya slag harus dibersihkan.
|
Pengelasan dengan segala posisi.
|
|
Elektroda tersedia dengan mudah dalam banyak ukuran dan diameter.
|
Tidak dapat digunakan untuk pengelasan bahan baja non - ferrous
|
Perlatan yang digunakan sederhana, murah dan mudah dibawa kemana-mana.
|
Mudah terjadi Oksidasi akibat pelindung logam cair hanya busur las dari
fluks.
|
Tingkat kebisingan rendah
|
|
Tidak terlalu sensitif terhadap korosi, oli & gemuk.
|
Diameter elektroda tergantung dari tebal pelat dan posisi pengelasan.
|
Peralatan
·
Mesin las (Welding Machine)
·
Elektroda (Electrode)
·
Alat bantu dan keselamatan
Jenis Mesin Las (Power Source)
·
Transformator
·
Rectifier
·
Inverter
·
Generator
terimakasih atas ilmunya, bermanfaat sekali!
BalasHapusJangan lupa visit web ini, www.ppns.ac.id